Nowa odlewnia silników Scania w Södertälje: tu bije serce pojazdów firmy
Podziel się
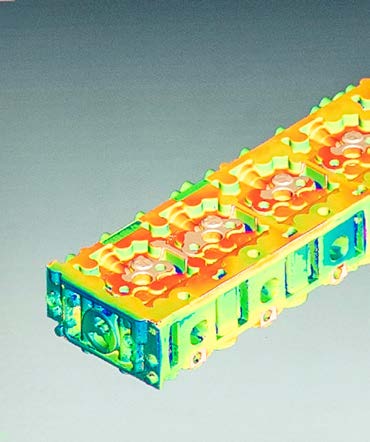
Jak wygląda miejsce, w którym rodzą się jedne z najbardziej zaawansowanych bloków silników na świecie? Nowa odlewnia silników Scania w Södertälje to inwestycja, która wyznacza standardy zrównoważonej produkcji w Europie.
Fabryka to technologiczny ekosystem, w którym nowoczesność spotyka się z ponad 100-letnią tradycją odlewniczą Scania.

Nowa era produkcji: większa precyzja, mniej emisji
Odlewnię zaprojektowano tak, aby zminimalizować wpływ na środowisko. Dzięki nowoczesnym piecom, elektryfikacji procesów i zaawansowanej kontroli parametrów:
- zużycie energii jest znacząco niższe niż w poprzednim zakładzie,
- emisje CO₂ maleją dzięki odzyskowi ciepła i rezygnacji z paliw kopalnych,
- piasek formierski ponownie wykorzystuje się — dziś 51% w głowicach cylindrów i 39% w blokach silników, z celem 70% odzysku w najbliższych latach.
To jedna z najbardziej ekologicznych odlewni w Europie, a jednocześnie miejsce, w którym produkcja nabiera tempa dzięki pełnej automatyzacji.
Jak powstaje blok silnika Scania? Zanurzmy się w proces
1. Od piasku do formy
Historia każdego silnika zaczyna się… od piasku. To w nim powstają kształty bloku silnika i głowic cylindrów. Nowoczesne strzelarki rdzeniowe tworzą perfekcyjnie dopasowane elementy, a roboty usuwają mikrozadziory, które niegdyś szlifowali ręcznie operatorzy.
Precyzja już na tym etapie decyduje o jakości przyszłego silnika.
2. Ceramika, klej i robot montażowy
Piaskowe rdzenie łączone są w całość przy użyciu roztopionego kleju nakładanego przez wyspecjalizowane roboty. Następnie pokrywa się je ceramiczną powłoką typu, która:
- chroni je przed temperaturą żelaza,
- ułatwia oddzielanie form po odlaniu,
- zapewnia gładkie wykończenie powierzchni.



3. Ciekłe żelazo i żar 1450°C
Za hutą znajduje się tzw. złomowisko, gdzie fabryka zbiera złom, który jest wykorzystywany do recyklingu różnych rodzajów żelaza.
Duży magnetyczny dźwig podnosi materiał przeznaczony do wykorzystania i umieszcza go na dużych żółtych wózkach, które następnie transportują go do pieców. Po otwarciu pokrywy pieca materiał jest wsypywany i stapiany. Do kadzi odlewniczej podaje się drut, aby uzyskać żelazo odpowiedniej jakości. Aby upewnić się, że żelazo ma odpowiedni skład chemiczny, pobierana się próbki. Proces powtarza się, aż materiał uzyska wymagane właściwości.
W głębi zakładu pracują gigantyczne piece. Złom metalowy, sortowany na wewnętrznym „składowisku”, trafia do żółtych wozów i jest podawany do pieców, gdzie topi się w temperaturze ponad 1400°C.

Każdą partię żelaza precyzyjnie się bada. Dopiero po spełnieniu rygorystycznych norm może trafić do form.

4. Ośmiogodzinne schładzanie: od 1450°C do 500°C
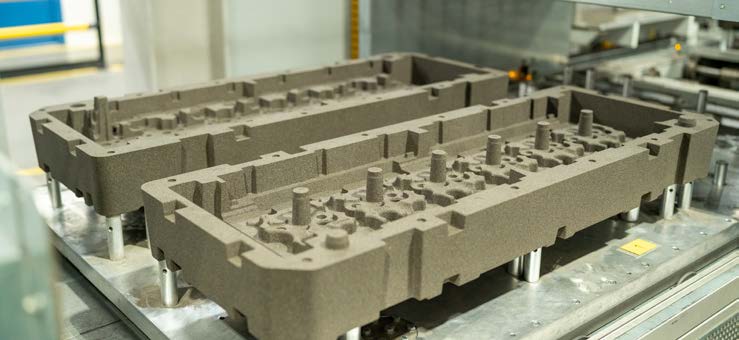
Po odlaniu elementy wędrują do tuneli chłodzących, gdzie metal powoli stabilizuje się przez około osiem godzin. Następnie formy otwierana się, a świeżo powstałe:
- bloki silników,
- głowice cylindrów
— trafiają na linię, gdzie operator i roboty oddzielają je od materiałów przeznaczonych do ponownego recyklingu.
Blask surowego metalu: oczyszczanie i kontrola jakości
Śrutowanie, wstrząsanie i automatyczne „wybijanie” piasku z wnętrza form sprawiają, że produkty stają się idealnie czyste. Każdy element przechodzi:
- badania kontrolne co 20 sztuk,
- zewnętrzne śrutowanie stalowymi mikrokulkami,
- wykańczanie robotami wyposażonymi w tarcze diamentowe.
Po raz pierwszy można wtedy zobaczyć, jak będzie wyglądał finalny produkt.
pełna automatyka
Nowa odlewnia to przykład niemal całkowicie zautomatyzowanej produkcji:
- produkty przemieszczają się po liniach transportowych bez użycia wózków,
- roboty montują, obracają, malują i przygotowują odlewy do kolejnych procesów,
- każdy element otrzymuje własny numer identyfikacyjny oraz kod QR/DMC, który zapewnia śledzenie pełnej historii produkcji.
W strefie malowania dwa roboty nakładają powłokę ochronną, po czym elementy trafiają do pieca utwardzającego. To ostatni krok przed dalszą obróbką w kolejnej fabryce.

Kontrola końcowa
Dawniej pracownicy korzystali z ręcznego chwytaka, aby oceniać produkt w ramach kontroli jakości. Dziś robot obraca go w idealnej osi, a operator może skupić się na szczegółowej analizie.
Za pomocą endoskopu sprawdzane są nawet najbardziej niedostępne kanały – proces nie zostawia miejsca na przypadek.
To właśnie tutaj zapada decyzja, czy produkt trafi dalej do montażu.
Odlewnia silników Scania kiedyś i dziś
Odlewnia w Södertälje działa od lat 10. XX wieku. Przez dziesięciolecia tworzyła fundamenty silników Scania, a wiele osób spędziło w niej całe zawodowe życie.
Dzisiejszy zakład jest hołdem dla tej historii, jednocześnie pokazując kierunek przyszłości: zeroemisyjna produkcja, pełna automatyzacja i najwyższa jakość od pierwszego do ostatniego etapu.

Artykuł powstał na podstawie materiau opublikowanego w magazynie Scania „Mil”, grudzień 2025 r.